
A plug weld is exactly what it sounds like, a weld meant to fill a hole by plugging it. A plug weld is done by pressing a solid welding rod into the hole you intend to fill. This type of weld is used most frequently in order to attach large, heavy objects to metal plates. These plates may be bolted to a vehicle, machinery, and other equipment. A plug weld differs from most other types of welds in that it is not meant to melt the piece you are attaching something to. It is more about creating something like a rivet effect, or like a pin that holds cylindrical types of wooden handles on metal tools.
A plug weld is one of the simplest welds to do and is probably the easiest to learn. It is a great technique to use for those who want to benefit from the ability to attach one item to another but don’t want to spend years learning lots of welding patterns.
Even though they are easy to learn and simple to use, there are a few things about plug welds to keep in mind.
In This Article
Are Plug Welds Strong?
When done properly and used in the right applications, plug welds will be strong enough to do the job. They are strong enough due to the fact that they are usually only meant to be stronger than friction alone. When done thoroughly and correctly, plug welding can be as strong or stronger than ordinary welding. This is because the pieces you are joining should already have the benefit of friction to hold them. But more importantly, it is because an ordinary weld is usually done only along one or more edges. Plug welds can be done in a pattern over the entire surface of a piece of material, making it quite strong indeed. You can combine plug welding with ordinary bead welds for an even more secure bond if you feel it will be beneficial.
How to Perform a Plug Weld
More often than not, the rod used to make a plug weld will be larger than the hole. The rod is pressed through the hole to create a butt joint between the two plates. This method can be used with most types of material, but it is used most often with magnesium and steel. It is most frequently used in applications involving vehicles. The strength of your plug weld or plug weld pattern can be adjusted to match your needs. But they are most often used for applications where load-bearing structures are not involved and in situations where if the weld should fail, a catastrophic result will not occur.
Plug Weld Symbols
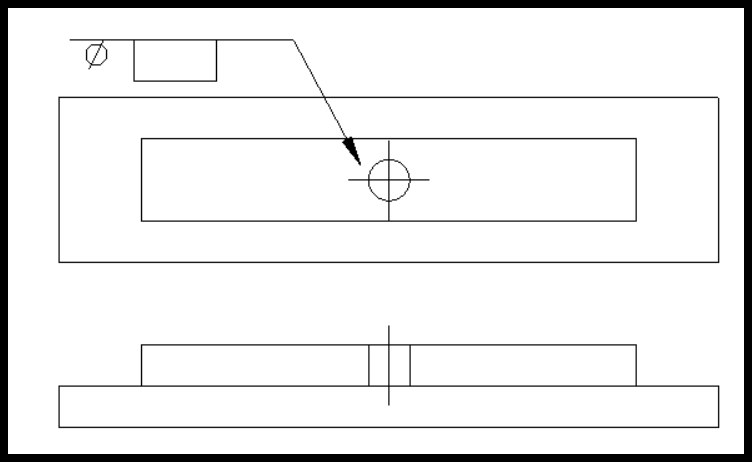
The symbol used to denote a plug weld will usually look like a V or an X. Documentation for machinery that is used to weld steel will often feature plug weld symbols since steel is one of the best materials for this type of weld. In these cases, the documentation is likely to refer to these as “punch welding symbols.” While there is some variation in the symbols used to denote this type of weld, you only need to be concerned about three things; the number of plugs used in a given area, the direction that the pressure that needs to be applied, and the distance between welds.
- Number of plugs
- Pressure direction
- Distance between plugs
Spacing Plug Welds
In most cases the distance between plug welds will be indicated by an X or a V. When represented by a V, the weld is the same whether it is right side up or up side down. The distance between them is proportional and represented in millimeters. If there is more distance between the marks, it means there will be more distance between the holes to be plug welded.
Pressure Direction
The direction in which you are meant to apply pressure will always be up or down. An up-pointing arrow means you need to push your plug into the metal on the bottom. A down-pointing arrow indicates that the metal on top will pull the plug out through the bottom, letting gravity pull the melted material downward.
Counting Plug Welds
Plug weld area densities are counted as one, two, or three inside a given area. You will divide the total surface by the indicated area size and use the indicated amount of plugs within each space. For example, you might see instructions that call for two plug welds for every 127 millimeters. If you had an area that is 20 inches wide calling for 2 plugs every 127 millimeters, you would space 8 plugs evenly over the entire area. Using an inches to millimeter converter might make this easier at first.
Where and Why Plug Welds are Used
Plug welds are used in many different types of applications. The automotive industry, for example, will use different types of plug welds in different densities than an appliance manufacturer would use them. Smaller parts can be plug welded together to create a larger structure. It is common for plug welds to be used as a temporary securing method until more permanent securement can be applied. They can also be used to add to the structural integrity of structures that are held together using a variety of welds. Sometimes, plug welds can be designed to break when a predetermined amount of pressure or stress is applied so that pieces will separate without causing further damage. But these are relatively rare engineering applications.
Plug welds are often used in cases where an obstruction prevents the use of other types of welds at a given point in the build process. This is a good example of why plug welds are sometimes considered to be temporary. Plug welds may also be used in situations where plasma or gas cutters cannot reach a given piece of material since a rod can be inserted into narrow spaces where a torch can’t reach.
Finally, plug welding can be far more economical than conventional welds since much less material is used. It can also be much faster than ordinary bead welding, which is why it is so popular among manufacturers.
Plug Welding with Mig
This is a great video overview of how to make a plug weld with a Mig:
Plug Welding with Tig
Similarly, here’s a great video walk-through of how to make a plug weld with a Tig:
Plug Welding with Flux Core
Here’s a video overview of the process of using Flux Core to weld sheet metal:
Plug Welding Sheet Metal
This is a great video overview of how to plug weld sheet metal:
Plug Welding Bolt Holes
If you’re looking to plug weld and repair a bolt hole there’s also a great video overview on that topic here:
Plug Welding Body Panels
There are a couple of video walk throughs on plug welding body panels:
And:
Frequently Asked Questions
No, a plug weld is not stronger than a spot weld.
It is recommended that plug welds be placed at least 3/8″ apart.
A plug weld can be specified by its diameter, length, and location.
No, a puddle weld is not the same as a plug weld. Puddle welding is a type of welding where the molten metal collects in a pool, whereas in plug welding, the molten metal forms a plug or filler material in the hole.
Yes, plug welds are strong and are often used in structural applications.
A plug weld can be used when joining two pieces of metal together. It is often used in applications where a strong joint is needed.
Plug welding is a type of welding where the weld is in the shape of a plug. This type of welding is often used to join two pieces of metal together, such as when joining metal pipes.
A spot weld is a type of welding that involves making a small dot or spot on the surface of the metal. A plug weld, on the other hand, is a type of welding that creates a raised area or “plug” on the surface of the metal.
Yes, generally speaking, a plug weld is stronger than a spot weld. This is because the raised area created by the welding process provides more surface area for the weld to grip onto.
JB Weld is a type of epoxy that can be used for a variety of purposes, including holding a freeze plug in place.
JB Weld can be used to attach a spark plug to metal, however it is not recommended as it may cause the spark plug to malfunction.
Additional Sources & Resources
-American Welding Society’s “Welding Handbook”, 8th edition, Volume 2
-ESAB Welding & Cutting Products’ “The Basics of Plug Welds”
-Filler Metal Selector Guide from Lincoln Electric
-The National Center for Welding Education and Training’s “Weldability of Metals”
-“Welding Metallurgy and Weldability of Stainless Steels”, 2nd edition, by John C. Lippold and Damodar Dasgupta
-“Principles of Welding”, by Robert W. Messler Jr.
-“Joining of Materials: Fundamentals of Welding Science and Technology”, 3rd edition, by Edward M. Goldstein and Sidney Yip
-“Welding: Principles and Applications”, 7th edition, by Larry Jeffus
-“Introduction to Modern Welding”, by Edward R. Bohnart
-“The Metallurgy of Welding”, by John C. Lippold
-“A Practical Guide to TIG (GTA) Welding”, 3rd edition, by Mark Smith and GTAW Committee of the AWS
-“Welding Processes Handbook”, 2nd edition, by Krister Holmberg
-” mig welding for dummies”
Image credit: https://openoregon.pressbooks.pub
Our team of writers are welders and welding enthusiasts who are excited to share specific information related to welding for everyone from the welding novice to those who have years of experience. Shoot us a note with feedback or topics you'd like to see covered!